


Vật liệu composite được hình thành từ việc kết hợp từ hai hay nhiều thành phần vật chất khác nhau, trong đó mỗi thành phần vẫn giữ được ranh giới riêng biệt trong cấu trúc tổng thể. Sự liên kết này không chỉ mang tính cơ học mà còn nhằm tạo ra một loại vật liệu mới có tính năng ưu việt hơn so với từng vật liệu đơn lẻ ban đầu, đặc biệt về độ bền, khả năng chịu lực và chống ăn mòn. Để hiểu rõ hơn về cách các vật liệu này được tạo ra trong thực tế sản xuất công nghiệp, cần đi sâu vào các công nghệ gia công và đúc sản phẩm composite hiện nay.

Trong lĩnh vực công nghiệp, quá trình sản xuất composite thường được phân thành ba nhóm công nghệ chính gồm: công nghệ khuôn hở, công nghệ khuôn kín và công nghệ ép khuôn nhựa. Mỗi nhóm lại bao gồm nhiều phương pháp gia công khác nhau, được lựa chọn tùy theo đặc tính sản phẩm, yêu cầu kỹ thuật và quy mô sản xuất. Mỗi phương pháp đều có những ưu thế riêng về chi phí, độ chính xác và chất lượng sản phẩm, góp phần tạo nên sự đa dạng trong ứng dụng của vật liệu composite.
Đúc hở trong sản xuất composite
Trong công nghệ sản xuất composite, đúc hở là một trong những phương pháp cơ bản và được sử dụng từ rất sớm. Với phương pháp này, hệ vật liệu gồm nhựa nền và sợi gia cường được đưa trực tiếp vào khuôn không kín, sau đó xảy ra quá trình đóng rắn trong điều kiện tiếp xúc với môi trường không khí. Chính vì không yêu cầu hệ thống kín hay thiết bị phức tạp, chi phí đầu tư cho khuôn và dây chuyền tương đối thấp, phù hợp cho các sản phẩm thử nghiệm hoặc sản xuất quy mô nhỏ.
Bản chất của đúc hở nằm ở việc vật liệu được xử lý trong điều kiện “mở”, nghĩa là nhựa và sợi tiếp xúc trực tiếp với môi trường bên ngoài trong suốt quá trình tạo hình. Tùy theo mức độ cơ giới hóa và yêu cầu sản phẩm, phương pháp này được triển khai dưới nhiều hình thức khác nhau, trong đó phổ biến nhất là đắp tay, phun sợi và quấn sợi.
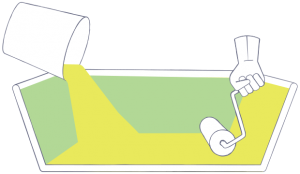
Đắp tay composite
Đắp tay là phương pháp truyền thống và đơn giản nhất trong nhóm đúc hở. Ở đây, lớp sợi gia cường được đặt thủ công vào khuôn, sau đó nhựa được phủ lên bằng chổi hoặc con lăn để thấm đều vào cấu trúc sợi. Quá trình này lặp lại nhiều lớp cho đến khi đạt được độ dày yêu cầu.
Điểm đặc trưng của phương pháp này là không đòi hỏi thiết bị phức tạp, do đó chi phí đầu tư ban đầu thấp. Đồng thời, người vận hành có thể linh hoạt điều chỉnh cấu trúc sản phẩm ngay trong quá trình gia công. Nhờ vậy, đắp tay phù hợp với nhiều loại sản phẩm có kích thước khác nhau, từ nhỏ đến rất lớn, đặc biệt là các cấu kiện như bồn chứa, vỏ tàu hoặc các sản phẩm dân dụng.
Tuy nhiên, chất lượng sản phẩm phụ thuộc khá lớn vào tay nghề người thực hiện. Khi được thực hiện bởi đội ngũ có kinh nghiệm, phương pháp này vẫn có thể tạo ra sản phẩm đạt yêu cầu kỹ thuật với độ ổn định tương đối cao, dù năng suất trên mỗi khuôn không lớn.
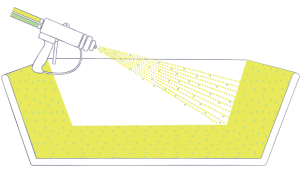
Phun sợi composite
Phun sợi là bước phát triển cao hơn của đắp tay, khi một phần quy trình được cơ giới hóa. Thay vì đặt sợi thủ công, hệ thống súng phun sẽ cắt sợi thành các đoạn ngắn, đồng thời trộn với nhựa và phun trực tiếp lên bề mặt khuôn. Nhờ đó, vật liệu được phân bố nhanh và đều hơn so với phương pháp thủ công.
Ưu điểm nổi bật của kỹ thuật này là tốc độ thi công nhanh hơn, giảm công lao động và phù hợp với sản xuất số lượng lớn hơn. Ngoài ra, người vận hành vẫn có thể điều chỉnh độ dày và mật độ vật liệu trong quá trình phun, giúp kiểm soát tương đối linh hoạt đặc tính sản phẩm.
Phun sợi thường được áp dụng trong chế tạo các sản phẩm có hình dạng phức tạp như thân tàu, bồn chứa, thiết bị vệ sinh hoặc các chi tiết công nghiệp. Tuy nhiên, giống như đắp tay, chất lượng vẫn phụ thuộc vào kỹ năng vận hành, đặc biệt trong việc kiểm soát độ đồng đều của lớp vật liệu.
Quấn sợi composite
Khác với hai phương pháp trên, quấn sợi là một quy trình mang tính tự động hóa cao trong nhóm đúc hở. Phương pháp này sử dụng các sợi liên tục đã được tẩm nhựa, sau đó quấn quanh một lõi khuôn quay theo các góc và quỹ đạo xác định trước. Khi hoàn tất, sản phẩm được đóng rắn và tách khỏi khuôn để tạo thành cấu trúc rỗng.
Quấn sợi đặc biệt hiệu quả trong việc sản xuất các sản phẩm dạng hình trụ hoặc dạng ống như đường ống công nghiệp, bồn chứa hóa chất, bình áp lực hoặc các cấu kiện yêu cầu chịu lực cao theo phương vòng. Nhờ khả năng kiểm soát chính xác hướng sợi, vật liệu tạo ra có tỷ lệ độ bền trên trọng lượng rất cao.
Một ưu điểm quan trọng khác của phương pháp này là mức độ đồng nhất và tính lặp lại cao, do quá trình được điều khiển bằng hệ thống tự động hoặc máy tính. Điều này giúp giảm phụ thuộc vào lao động thủ công, đồng thời đảm bảo chất lượng ổn định cho các sản phẩm yêu cầu kỹ thuật nghiêm ngặt.
Đúc kín trong sản xuất composite
Trong lĩnh vực sản xuất composite, đúc kín được xem là bước tiến quan trọng so với phương pháp đúc hở, nhờ khả năng kiểm soát chất lượng và tính ổn định cao hơn. Với phương pháp này, vật liệu composite được tạo hình và đóng rắn trong môi trường cách ly với không khí, thường là bên trong khuôn hai mặt hoặc hệ thống túi chân không. Chính điều kiện khép kín này giúp hạn chế tối đa các khuyết tật như bọt khí, phân lớp hoặc dư nhựa.
Đúc kín thường được lựa chọn trong hai trường hợp điển hình: khi sản phẩm yêu cầu hoàn thiện bề mặt ở cả hai phía, hoặc khi cần sản xuất với quy mô lớn và độ lặp lại cao. Trong thực tế công nghiệp, phương pháp này thường gắn liền với các dây chuyền có mức độ cơ giới hóa cao, được triển khai tại các nhà máy lớn với sản lượng có thể đạt hàng trăm nghìn chi tiết mỗi năm.
Bản chất của composite công nghiệp khi sản xuất theo công nghệ đúc kín là quá trình thấm nhựa và đóng rắn diễn ra trong môi trường kiểm soát chặt chẽ. Sợi gia cường và nhựa không tiếp xúc trực tiếp với không khí, nhờ đó giúp tăng độ đặc chắc và cải thiện tính chất cơ học của sản phẩm.
Đúc túi chân không
Đúc túi chân không là một trong những kỹ thuật phổ biến trong nhóm đúc kín, đặc biệt khi cần nâng cao chất lượng của cấu trúc nhiều lớp. Trong phương pháp này, sau khi vật liệu được xếp lớp trong khuôn, toàn bộ hệ thống được bao kín và hút chân không để loại bỏ không khí và phần nhựa dư.
Cơ chế hoạt động của phương pháp này dựa trên áp suất âm, giúp ép chặt các lớp vật liệu lại với nhau, đồng thời tăng mật độ sợi trong cấu trúc. Nhờ đó, sản phẩm đạt được độ bền cơ học cao hơn so với các phương pháp thông thường. Ngoài ra, việc loại bỏ nhựa dư còn giúp giảm khối lượng và tăng tính đồng nhất của vật liệu.
Trong thực tế, đúc túi chân không thường được ứng dụng trong các lĩnh vực đòi hỏi tiêu chuẩn kỹ thuật cao như hàng không, quốc phòng hoặc các sản phẩm composite tiên tiến. So với phương pháp đắp tay, kỹ thuật này cho phép kiểm soát tốt hơn quá trình thấm nhựa và cải thiện đáng kể liên kết giữa các lớp vật liệu.
Quy trình truyền nhựa chân không
Một bước phát triển cao hơn của công nghệ túi chân không là quy trình truyền nhựa bằng chân không. Khác với phương pháp truyền thống, vật liệu gia cường được đặt khô trong khuôn trước, sau đó nhựa được hút vào thông qua áp suất chênh lệch.
Quá trình này cho phép nhựa thấm đều vào toàn bộ cấu trúc sợi, đồng thời loại bỏ gần như hoàn toàn hiện tượng dư nhựa. Kết quả là sản phẩm có khối lượng nhẹ nhưng vẫn đảm bảo độ bền và độ cứng cần thiết. Ngoài ra, do vật liệu được nén chặt trong quá trình thấm, cấu trúc tạo ra có độ đồng nhất cao và ít khuyết tật.
Một ưu điểm đáng chú ý của phương pháp này là khả năng sản xuất các cấu kiện có kích thước lớn mà vẫn đảm bảo chất lượng ổn định. Bên cạnh đó, mức phát thải trong quá trình gia công cũng thấp hơn so với nhiều công nghệ khác, giúp cải thiện điều kiện làm việc và giảm tác động môi trường.
Công nghệ bơm nhựa vào khuôn kín (RTM)
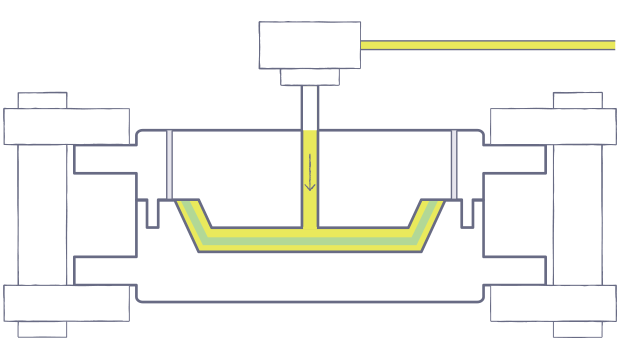
Trong các phương pháp đúc kín, công nghệ bơm nhựa vào khuôn kín được đánh giá là giải pháp có mức độ hoàn thiện cao nhất. Ở đây, vật liệu gia cường được đặt sẵn trong khuôn, sau đó khuôn được đóng kín hoàn toàn và nhựa được bơm vào dưới áp lực thông qua các cổng dẫn.
Nhờ cơ chế này, nhựa có thể phân bố đồng đều trong toàn bộ khoang khuôn, tạo ra sản phẩm có bề mặt mịn ở cả hai phía và độ chính xác cao về kích thước. Đặc biệt, phương pháp này cho phép sản xuất các chi tiết có hình dạng phức tạp mà vẫn đảm bảo tính ổn định giữa các sản phẩm.
Một lợi thế quan trọng của công nghệ này là khả năng tự động hóa. Tùy theo mức độ đầu tư, quy trình có thể được vận hành bán tự động hoặc hoàn toàn tự động, giúp rút ngắn thời gian chu kỳ và nâng cao năng suất. Ngoài ra, việc kiểm soát nhiệt độ khuôn còn cho phép tối ưu hóa quá trình đóng rắn, từ đó cải thiện cơ tính của vật liệu.
Trong sản xuất composite công nghiệp, RTM thường được áp dụng cho các sản phẩm yêu cầu độ chính xác cao, chất lượng bề mặt tốt và sản lượng lớn. Đây cũng là một trong những công nghệ quan trọng giúp đưa composite tiến gần hơn đến các tiêu chuẩn của sản xuất công nghiệp hiện đại.
Ép khuôn
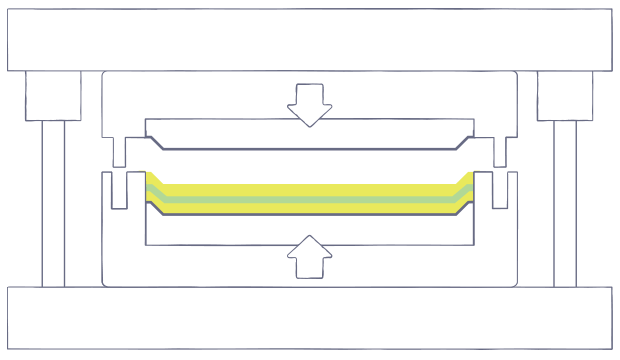
Ép khuôn là một phương pháp gia công trong sản xuất composite, trong đó vật liệu gồm nhựa và sợi gia cường được đặt vào giữa hai nửa khuôn và chịu tác động đồng thời của áp suất cùng nhiệt độ cao (thường trong khoảng 120 – 200°C). Dưới điều kiện này, nhựa sẽ phản ứng và đóng rắn, giúp vật liệu định hình chính xác theo thiết kế của khuôn.
Nhờ cơ chế ép kín và gia nhiệt, quá trình này cho phép tạo ra các chi tiết composite có độ đặc chắc cao, ít khuyết tật và tính đồng nhất tốt giữa các sản phẩm. Đặc biệt, thời gian chu kỳ ngắn giúp ép khuôn trở thành lựa chọn phù hợp cho sản xuất hàng loạt các chi tiết phức tạp từ nhựa gia cường sợi thủy tinh.
Bên cạnh hiệu quả về năng suất, công nghệ này còn giúp giảm đáng kể chi phí lao động nhờ khả năng tự động hóa cao. Đồng thời, sản phẩm sau khi ép thường có bề mặt hoàn thiện tốt, hạn chế các công đoạn xử lý bổ sung. Một ưu điểm đáng chú ý khác là khả năng tích hợp nhiều chi tiết kỹ thuật ngay trong quá trình tạo hình, chẳng hạn như gân tăng cứng, vị trí lắp ghép hoặc các chi tiết chèn, từ đó nâng cao tính linh hoạt trong thiết kế và tối ưu hóa hiệu quả sản xuất.
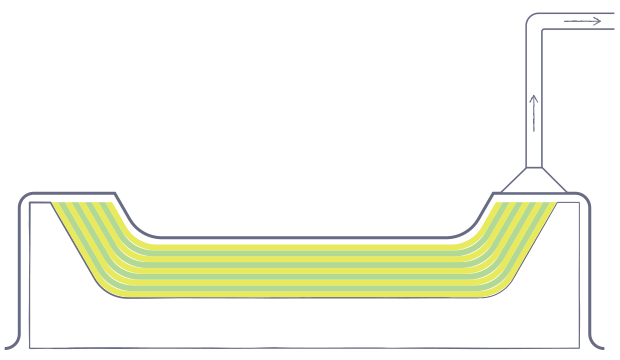
Đúc ép liên tục
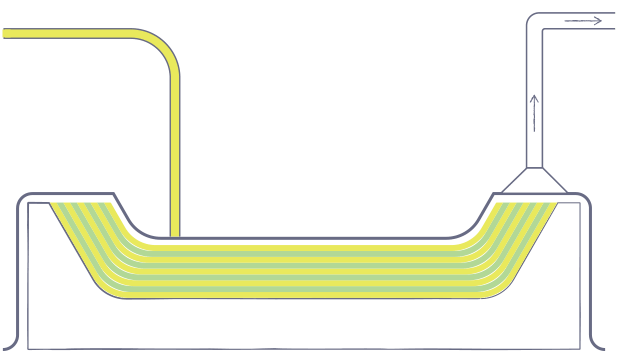
Đúc ép liên tục là một kỹ thuật trong sản xuất composite được sử dụng để tạo ra các sản phẩm có tiết diện không đổi và chiều dài lớn, chẳng hạn như thanh, dầm hoặc cấu kiện dạng profile. Trong quá trình này, các sợi gia cường liên tục được dẫn qua bể nhựa để thấm đều, sau đó được kéo qua hệ thống khuôn thép gia nhiệt nhằm định hình và đóng rắn vật liệu theo hình dạng mong muốn.
Do hoạt động theo nguyên lý kéo liên tục, quy trình này có tính ổn định cao và rất phù hợp với tự động hóa. Nhờ đó, năng suất sản xuất được duy trì ở mức cao trong khi chi phí nhân công được giảm thiểu. Sản phẩm tạo ra có độ bền cơ học tốt, đặc biệt phù hợp cho các ứng dụng yêu cầu khả năng chịu lực như dầm, kênh kỹ thuật, ống dẫn hoặc các cấu kiện công nghiệp.
Một điểm đáng chú ý của phương pháp này là tỷ lệ sợi gia cường trong sản phẩm có thể đạt mức cao, giúp cải thiện đáng kể khả năng chịu tải và độ cứng. Đồng thời, công nghệ đúc ép liên tục cũng cho phép tạo ra nhiều dạng tiết diện khác nhau, từ đơn giản đến phức tạp, đáp ứng linh hoạt yêu cầu thiết kế trong thực tế.
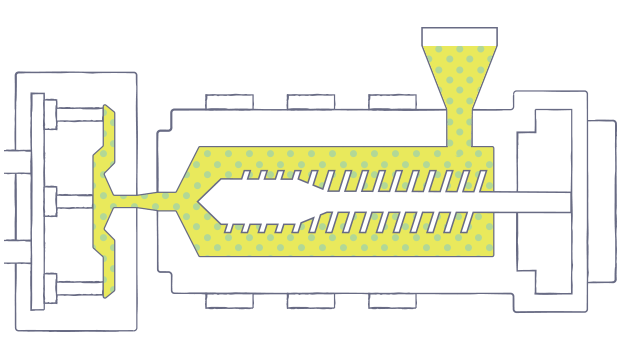
Đúc ép phản ứng (RIM)
Đúc ép phản ứng (RIM) là một công nghệ trong sản xuất composite công nghiệp được ứng dụng rộng rãi, đặc biệt trong lĩnh vực chế tạo linh kiện ô tô. Phương pháp này dựa trên nguyên lý trộn các thành phần nhựa ở trạng thái lỏng, sau đó kết hợp với sợi gia cường dạng ngắn và đưa trực tiếp vào khuôn dưới áp lực. Quá trình phản ứng hóa học diễn ra nhanh chóng ngay trong khuôn, giúp vật liệu đóng rắn và định hình trong thời gian ngắn.
Điểm đặc trưng của RIM nằm ở tốc độ xử lý nhanh và khả năng giảm thiểu chi phí vận hành. Do không yêu cầu áp suất kẹp khuôn quá lớn, hệ thống thiết bị có thể được thiết kế linh hoạt hơn so với nhiều công nghệ ép khuôn truyền thống. Đồng thời, lượng phế liệu phát sinh trong quá trình sản xuất cũng được kiểm soát ở mức thấp, góp phần nâng cao hiệu quả kinh tế.
Về mặt kỹ thuật, việc bổ sung sợi gia cường vào hệ nhựa giúp cải thiện đáng kể các tính chất của vật liệu. Hiện tượng co ngót trong quá trình đóng rắn được hạn chế, đồng thời độ ổn định nhiệt và khả năng chịu tải cũng được nâng cao. Các chỉ tiêu cơ học như độ cứng, độ bền kéo và độ giãn dài đều có xu hướng cải thiện rõ rệt so với nhựa thuần. Trong quá trình trộn, sợi hoặc vật liệu gia cường dạng nghiền có thể được tích hợp trực tiếp vào dòng nhựa trước khi phản ứng xảy ra, giúp tối ưu sự phân bố trong cấu trúc sản phẩm.
Hiện nay, ngành giao thông vận tải là lĩnh vực ứng dụng chính của công nghệ này. Các chi tiết như tấm ốp thân xe, vỏ bánh dự phòng, tấm lót sàn hoặc các cấu kiện nội – ngoại thất đều có thể được sản xuất bằng RIM với độ chính xác cao và bề mặt hoàn thiện tốt. Sự phát triển của các hệ nhựa phản ứng mới, điển hình như các dòng polyme có khả năng kiểm soát phản ứng, đã mở ra khả năng sản xuất những chi tiết có kích thước lớn hơn, thậm chí đạt khối lượng hàng chục kilogram mà vẫn đảm bảo tính ổn định và hiệu suất sử dụng.
Đức ly tâm
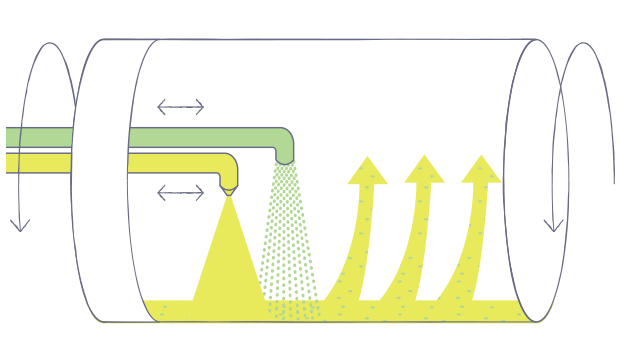
Trong sản xuất composite, đúc ly tâm là một phương pháp đặc thù khi vật liệu được định hình nhờ lực quay thay vì áp lực ép truyền thống. Trong quá trình này, hỗn hợp nhựa và sợi gia cường được đưa vào bên trong khuôn đang quay với tốc độ cao. Dưới tác động của lực ly tâm, vật liệu được ép sát vào thành khuôn và phân bố đều theo chu vi, duy trì vị trí cho đến khi quá trình đóng rắn hoàn tất.
Phương pháp này đặc biệt phù hợp để chế tạo các sản phẩm dạng rỗng, nơi yêu cầu bề mặt bên trong và bên ngoài đều đạt độ hoàn thiện tốt. Nhờ khả năng phân bố vật liệu đồng đều, các sản phẩm như ống composite hoặc bồn chứa có thể đạt được độ kín và độ bền cao, đáp ứng yêu cầu trong các môi trường làm việc khắc nghiệt.
Trong thực tế, đúc ly tâm thường được ứng dụng cho các cấu kiện có đường kính lớn, chẳng hạn như đường ống phục vụ ngành dầu khí, hệ thống hóa chất hoặc các kết cấu dạng trụ trong hạ tầng kỹ thuật. Ngoài ra, phương pháp này cũng được sử dụng để sản xuất các loại cột kỹ thuật như cột chiếu sáng hoặc cột truyền dẫn.
Một ưu điểm đáng chú ý là bề mặt bên trong sản phẩm có thể được phủ thêm lớp nhựa tinh khiết hoặc lớp bảo vệ chuyên dụng nhằm tăng khả năng chống ăn mòn và cải thiện tính thẩm mỹ. Tuy nhiên, công nghệ này cũng tồn tại một số giới hạn nhất định, đặc biệt là việc yêu cầu thiết bị quay phù hợp với kích thước khuôn. Đối với các sản phẩm có đường kính quá lớn, việc kiểm soát tốc độ quay và độ ổn định trở nên phức tạp hơn, đồng thời năng suất trên mỗi khuôn cũng không cao so với các phương pháp sản xuất liên tục.
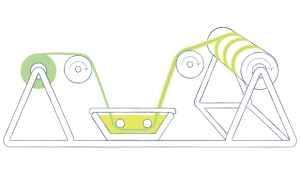
Cán liên tục
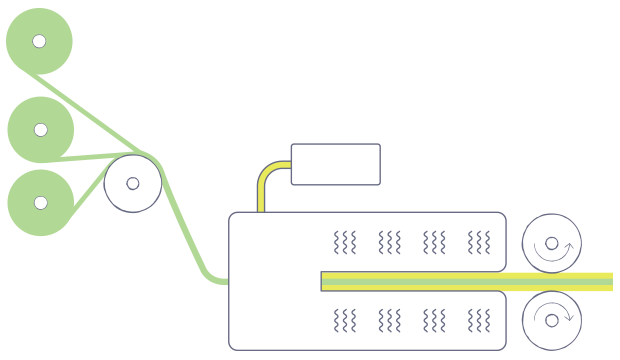
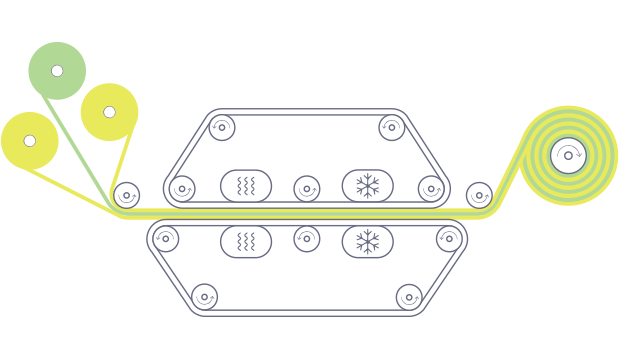
Cán liên tục là một công nghệ trong sản xuất composite công nghiệp được ứng dụng chủ yếu để tạo ra các tấm phẳng hoặc sản phẩm dạng panel với kích thước ổn định. Phương pháp này đặc biệt phù hợp cho các ứng dụng như tấm ốp xây dựng, vật liệu cách điện, tấm lợp lấy sáng hoặc các cấu kiện sử dụng trong ngành vận tải và hạ tầng.
Về nguyên lý, sợi gia cường và nhựa nền được đưa vào dây chuyền và kết hợp với nhau ngay từ đầu quá trình. Hỗn hợp này sau đó được đặt giữa hai lớp màng và di chuyển liên tục trên hệ thống băng tải. Trong quá trình di chuyển, vật liệu đi qua các con lăn định hình để tạo độ dày và hình dạng mong muốn, đồng thời được gia nhiệt để kích hoạt quá trình đóng rắn của nhựa.
Toàn bộ quá trình diễn ra liên tục và có mức độ tự động hóa cao, giúp kiểm soát tốt chất lượng sản phẩm cũng như giảm sai lệch giữa các lô sản xuất. Sau khi hoàn tất quá trình đóng rắn trong vùng gia nhiệt, vật liệu được làm ổn định và chuyển sang công đoạn cắt tự động theo kích thước yêu cầu, cả theo chiều rộng lẫn chiều dài.
Nhờ khả năng sản xuất liên tục với năng suất lớn, công nghệ cán liên tục mang lại hiệu quả cao về chi phí và thời gian, đồng thời đảm bảo sản phẩm có bề mặt đồng đều và tính chất cơ học ổn định.
Tổng thể, các công nghệ đúc trong sản xuất composite công nghiệp cho thấy một hệ sinh thái gia công đa dạng, trong đó mỗi phương pháp được phát triển để đáp ứng những yêu cầu kỹ thuật và quy mô sản xuất khác nhau. Từ các kỹ thuật cơ bản như đúc hở với tính linh hoạt cao, cho đến các công nghệ đúc kín và ép khuôn hiện đại với khả năng kiểm soát chất lượng vượt trội, tất cả đều hướng tới mục tiêu chung là tối ưu hóa cơ tính, độ bền và tuổi thọ của sản phẩm composite.
Điểm cốt lõi nằm ở việc lựa chọn đúng công nghệ cho từng ứng dụng cụ thể. Những phương pháp như đúc túi chân không hay truyền nhựa giúp nâng cao độ đặc chắc và giảm khuyết tật, trong khi các công nghệ như ép khuôn, đúc ép liên tục hay cán liên tục lại phát huy hiệu quả trong sản xuất hàng loạt với độ đồng nhất cao. Bên cạnh đó, các kỹ thuật đặc thù như đúc ly tâm hay đúc ép phản ứng mở rộng khả năng ứng dụng của composite vào các kết cấu phức tạp hoặc sản phẩm có hình dạng đặc biệt.
Có thể thấy, sự phát triển của các công nghệ đúc không chỉ giúp hoàn thiện quy trình sản xuất composite, mà còn đóng vai trò then chốt trong việc mở rộng phạm vi ứng dụng của vật liệu này trong xây dựng và công nghiệp hiện đại.

Công ty TNHH Giải pháp Con Gà Vàng
- Mã số thuế: 0110895804
- Địa chỉ: Số Nhà 36, Ngõ 5 Đường Trường Chinh, Phường Tương Mai, Tp. Hà Nội, Việt Nam
- Hotline: 0916.981.110 hoặc 0396.032.030
- Trung tâm hỗ trợ: 0985.536.228
- Email: giaiphapcongavang@gmail.com hoặc contact@congavang.vn
- Website: www.compositecongavang.vn | www.congavang.vn